Machines and software are everywhere. The edge now is turning them into connected, intelligent, and secure systems that deliver results you can measure. This article offers an executive playbook for converting technology shifts into advantage, from first proof to repeatable scale.
Manufacturing’s Next Competitive Edge
Manufacturing Evolution with AI
Technology is rewriting the rules of the manufacturing game faster than org charts, budgets, and supply chains can adjust. Each wave shifts what customers expect, how rivals compete, and what regulators require.

The good news is that the same technologies are opening new doors for those who can adapt first. However, the advantage now doesn’t come from piling up more tools and software systems. It comes from knowing which signals to trust, where technology truly pays back, and how to turn a single win into a repeatable system.
We outline the changes that are reshaping the industry, show how to read them early, and suggest practical ways to place sharper bets so that progress builds step by step, scaling from one line to many.
Manufacturing’s Next Competitive Edge
The traditional manufacturing business process used to be clear: build a product, sell it, ship it out, and move on to the next order. However, customers today no longer want to just buy equipment. They want uptime guarantees, predictable costs, and continuous value long after delivery.
At the same time, manufacturers face tighter SLAs, pressure to reduce environmental impact, and global competition that punishes inefficiency. In that world, cost and quality are still table stakes, but they no longer give any competitive edge. Two firms can deliver similar machines at a similar price. However, the one who stands behind performance in the field and manages risk over the lifecycle earns the renewal, the reference, and the next bid.
This combination is reshaping what “competitive edge” means. It no longer comes from successful one-time product sales or incremental cost-cutting. The real differentiators now are:
- Reliability as part of the offer: Today, manufacturers are judged not only by factory tests, but by how assets perform in the field. Clients expect contracts, operations, and service to align with uptime and time to resolution, thus choosing those who can stand behind performance and resolve issues fast.
- Lifecycle cost and risk control: Buyers look beyond purchase price to what it costs to run and support equipment over the years. They favor vendors who manage cost-to-serve, reduce warranty leakage, and keep total cost of ownership predictable from commissioning through upgrades.
- Operational resilience: Disruptions in supply, staffing, or regulation are now routine, not rare. When supply or staffing wobbles, the best partners still deliver. They design products for quick swap or rollback, pre-position spares, and use predefined response paths to recover fast.
- Verified sustainability and compliance: Environmental and security claims are checked, not assumed. The edge goes to manufacturers who can evidence traceable materials, measurable footprints, and secure practices that pass audits and smooth procurement.
- Adaptation speed: Markets and operations change quickly, and your products and services must keep up with the pace. Buyers reward suppliers who turn field insight into regular, small yet frequent improvements that raise reliability, cut costs, and show up in the P&L.
Each of these differentiators is gaining momentum, and together they set the stage for the next decade of manufacturing leadership. At its core, it is about redefining value: standing behind performance, managing risk where it really appears, and learning faster than competitors.
The thoughtful use of technologies powering outcome-based service models, data-driven AI in operations, and smart factories can make this edge easier to reach and sustain.
Moving from Products to Platforms and Services
One of the clearest shifts in manufacturing today is the move from selling products once to delivering outcomes over time.
This trend is called servitization and means building the capabilities to provide ongoing services and outcome-based solutions alongside the equipment, treating the product as the start of a relationship rather than the end of a sale. Instead of a one-off transaction, more manufacturers are wrapping service models around their equipment. Contracts bundle uptime, maintenance, and performance guarantees into the offer.
On the business side, servitization offers a set of strategic benefits, including:
- Recurring and Predictable Revenue
Moving from one-off purchases to multi-year usage or outcome contracts evens out cash flow and improves the margin mix. Philips, for example, reports that services now account for ~40% of revenues, reducing dependence on one-off deals and smoothing earnings volatility. - Better Customer Retention
When the OEM keeps ownership of the service and outcome, this enables deeper penetration into the customer organization. As a result, contracts run longer and are harder to replace because switching vendors would risk lost guarantees. This creates a natural path to renewals, upsells, and add-on services. - Enhanced Operational Efficiency and Resilience
Servitization makes reliability a managed commitment. Instead of reacting to failures, you run proactive SLAs with continuous monitoring and early fixes. This means fewer surprises, faster recovery, and less downtime, supported by a steady feedback loop from real usage that informs your engineering and product teams as well as updates the service playbook. - Stronger Differentiation
Making services a core profit engine and proving results under contract creates visible separation and stronger returns. The market is already shifting. According to Gartner, about 38% of manufacturers have switched to providing services, yet only 4% have fully servitized their portfolios (according to IFS research). That leaves significant room to step in early, shape expectations, and be among the pioneers who capture both margin advantage and customer loyalty in a space that is still far from saturated.
However, servitization is not only a shift in the business model. It also changes what manufacturers bring to market. You are no longer selling a standalone piece of equipment, but a product designed to connect, communicate, and evolve over its lifetime. The value is not in the hardware alone, but in the continuous stream of insights, updates, and services that flow through it.
Most manufacturers don’t get there all at once. The process of connected product enablement is phase-based. The typical path is to start with one product line where servitization has a clear business case, prove the model with customers, and scale from there. Once the service-based process is proven, you can extend connected product enablement to other lines in the portfolio. Step by step, the portfolio shifts from traditional hardware to connected systems that generate recurring service revenue and create deeper, data-driven customer relationships.
Manufacturing Evolution with AI
AI is often the first topic on the innovation agenda. In manufacturing, its value is straightforward: improve reliability, raise quality, and respond faster to change. The focus is not futuristic automation but better day-to-day performance.
In practice, AI shows up in familiar work. It strengthens quality control, enables predictive maintenance, and improves demand and production planning. That is why recent studies flag AI as a top priority for manufacturers. The results are tangible: predictive maintenance can cut unplanned downtime by 10–20% and reduce maintenance costs by up to 15%. AI-driven inspection can lower defect rates by as much as 30%. Better planning reduces waste and eases working-capital pressure.
Many companies have already adopted artificial intelligence and are harnessing tangible outcomes from its utilization:
| Company Name | Implemented AI Initiative | Result |
|---|---|---|
| ASML | Applied AI and ML to analyze data from photolithography machines | 10x performance increase 40% reduction in time-to-market 6 months was all it took to enhance operations |
| General Electric | Used AI to analyze performance data from sensors on turbines and enable predictive maintenance | 30% decrease in downtime 15% cut in maintenance costs 15% improvement in asset efficiency |
Based on VKTR and Dreamix
When done right, AI delivers outcomes that move the P&L:
- Predict maintenance needs so failures are avoided rather than repaired.
- Detect and correct quality issues in real time.
- Identify bottlenecks and recommend process improvements.
- Give customers transparent updates on service status.
- Automate repetitive tasks and free skilled employees for higher-value work.
- Reduce waste and energy use across lines and plants.
Yet many manufacturers struggle to move beyond pilots. The obstacle is not the technology itself, but the conditions around it. Data is fragmented across ERP, MES, SCADA, and IoT systems. Ownership is split between IT, OT, and business units. Skills and adoption vary by plant. Processes and incentives are not built for data-driven decisions, so insights sit unused.
Most organizations take this forward in measured steps. They focus first on a small number of cases that matter to profit and loss or to service commitments, share the results with plants and product teams, and refine both the technology and the ways of working.
Over time, definitions are standardized, pipelines and model features are reused, handovers from development to operations are documented, and training happens where the work is done. When conditions align at the next site, the approach extends, and when they do not, it adapts. This is how pilots turn into the everyday way of running the factory, with shared data, clear accountability, and a steady rhythm of improvement.
Smart Factory Transformation
AI also acts as a driver of the Smart Factory approach, helping companies gather data from all devices and immediately turn it into valuable insights without human intervention. This allows manufacturers to work smarter, achieving more value with lower costs and effort.
Smart Factory is often mistaken for isolated robotization and automation. In reality, it’s about creating a connected environment for efficient human-machine collaboration. This gives businesses a holistic view across all layers of their production lines, making cost optimization, waste reduction, and product quality improvement more efficient.
In practice, it works like this:
- Smart sensors in a factory capture live production data and send it to cloud systems through secure pipelines.
- Real-time data integrates into Manufacturing Execution Systems (MES), Enterprise Resource Planning (ERP), and Supervisory Control and Data Acquisition (SCADA) platforms to prepare for AI-based analysis.
- Workers receive real-time alerts about potential issues and recommendations on their remediation to make a final decision.
In turn, Smart Factory’s data move through the next 3 phases:
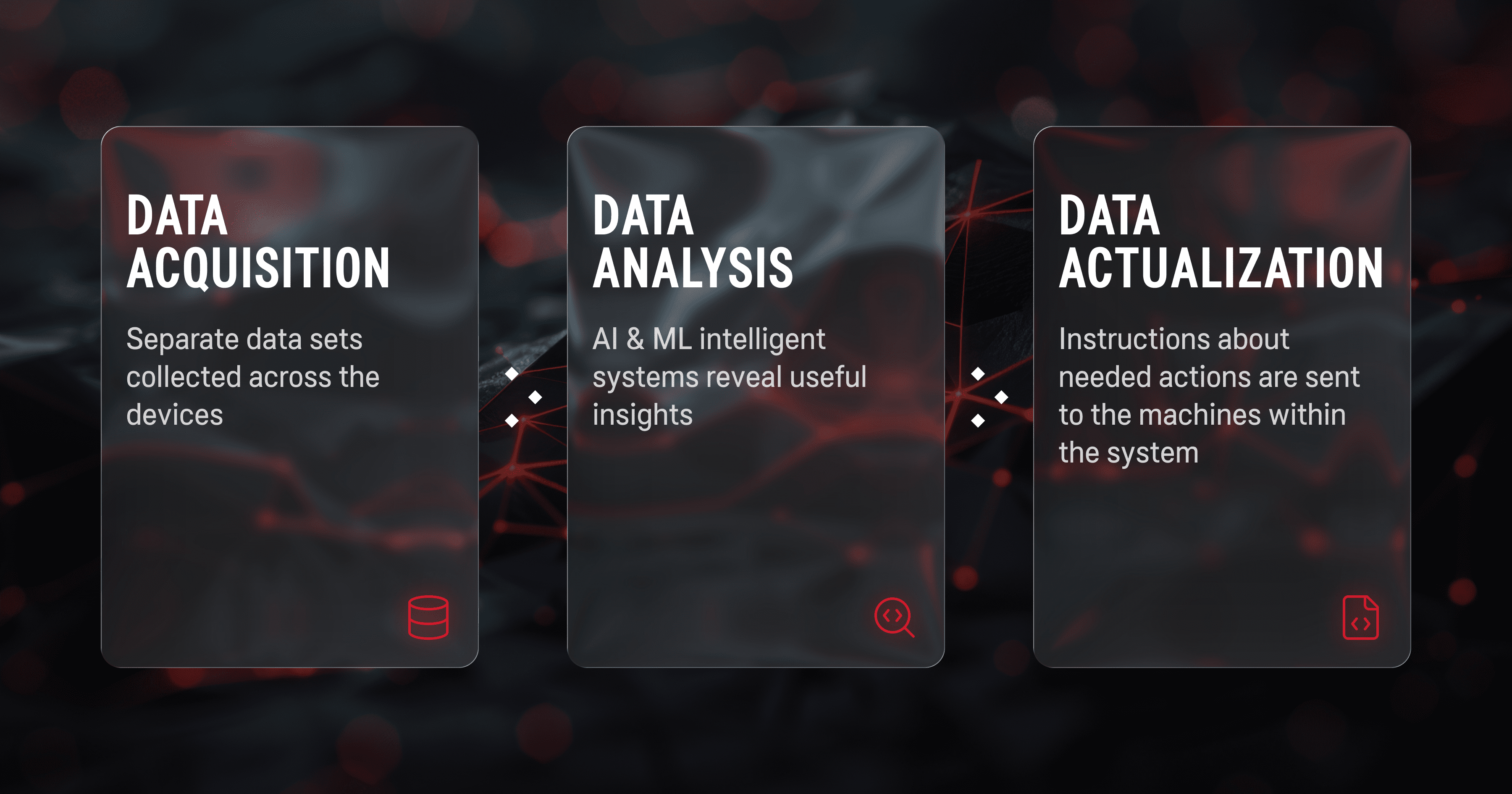
Smart Factory initiative depends largely on having the proper tech foundation and organizational readiness to integrate new technologies and system components. If not, the scaling process may turn into pilot purgatory – a situation where a pilot remains incompatible with the existing operations or fails short to deliver expected value. As a result, the proof-of-concept projects get stuck in testing phases, never achieving implementation.
The best option in this context is to partner with a reliable software development provider who understands both manufacturing operations and enterprise-scale technology deployment. The professionals will bring the technical expertise and implementation methodology needed to help you move beyond pilot testing.
Manufacturing Transformation Secure-by-design
Cybersecurity is no longer just an IT concern. For manufacturers, it has become a condition of market access. The EU’s Cyber Resilience Act, NIS2 directive, and sector-specific standards like ISO/SAE 21434 are clear signals: products with digital elements must be secure by design and by default. From 2027 onward, unpatched vulnerabilities or weak processes will not just risk downtime. They can block entry into the EU market or trigger penalties reaching into the millions.
| Regulation/Standard | Status | Key Requirements | Non-Compliance Risks |
|---|---|---|---|
| Network and Information Security Directive (NIS 2) | Active since October 2024 | Categorizes industrial businesses as “critical entities”, requiring strengthening supply chain security, improving network protection, and threat management. | Up to €10 million fines Administrative & Legal penalties |
| Cyber Resilience Act (CRA) | Active from December 10, 2024; Main obligations applying from December 11, 2027 | Required manufacturers to ensure their products and services are “secure by design and by default”. This includes conducting regular risk assessments, providing security updates for the product’s lifespan, and documenting their compliance status. | Up to €15 million fines Exclusion from the EU market |
| ISO/SAE 21434 | Active since August 2021 | Affects automotive manufacturing. Entails establishing a security-by-design approach throughout the entire vehicle lifecycle, including the implementation of a Cybersecurity Management System (CSMS) and ensuring third-party suppliers’ security. | Vehicles may be prohibited from being sold in the EU Legal and Financial Penalties |
At the same time, the business impact of cybersecurity attacks is already visible. Manufacturing was the most targeted sector for ransomware in recent years, with attackers exploiting the same connectivity that underpins modern smart factories and connected products. What once was an operational risk is now both a reputational and regulatory one.
For connected products, this is especially critical. Devices that stream data, connect to cloud platforms, and receive remote updates must be architected to stay compliant over their entire life. This includes secure update pipelines, traceable software bills of materials (SBOMs), and continuous monitoring that ties directly into incident reporting obligations. Done well, the same architecture that enables new services also ensures regulatory compliance and resilience against attacks.
Forward-looking manufacturers are already treating security as a feature, not a burden. By designing it into platforms and products from day one, they not only meet CRA and NIS2 obligations but also position themselves as reliable partners in increasingly risk-sensitive markets.
To Sum Up
The next edge in manufacturing is taking shape around systems that are connected, intelligent, and compliant by design. Companies that stand behind performance in the field, operate on trusted data, and bake security into products and plants earn renewals faster, recover quicker, and keep markets open. The payoff shows up in steadier revenue, fewer bottlenecks, and a shorter path from insight to action.
This shift does not demand an all-at-once transformation. Progress comes from starting where the outcome is clear, proving it in one setting, and extending it when conditions align. Momentum builds with each step.
If you want to see what the first step could look like, you can book a brief introduction to our Connected Product Enablement. Or take your time and explore our services for manufacturing leaders to see what potential entry points could look like.